back to db page
Machine Work
 On a Tundra Magnum with integral billet
steel receiver, I must connect the receiver block itself to the
hammer tube of the rifle. This connection must be literally "bullet
proof", as enormous stress is developed here with each firing
of the rifle.
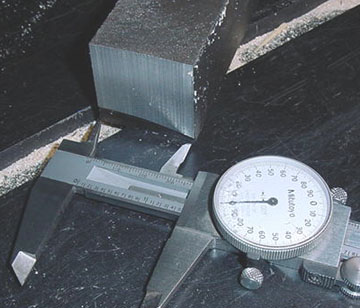
You see the interface hub starts life
as a billet of 1 1/2" by 1 1/2" by 3" solid mass
of steel. Band sawed from bar stock.
On a Tundra Magnum with integral billet
steel receiver, I must connect the receiver block itself to the
hammer tube of the rifle. This connection must be literally "bullet
proof", as enormous stress is developed here with each firing
of the rifle.
You see the interface hub starts life
as a billet of 1 1/2" by 1 1/2" by 3" solid mass
of steel. Band sawed from bar stock.
 The billet is first faced each end
on the machine lathe, and then bored on the milling machine. The
hammer tube will be threaded into this hub.
The billet is first faced each end
on the machine lathe, and then bored on the milling machine. The
hammer tube will be threaded into this hub.
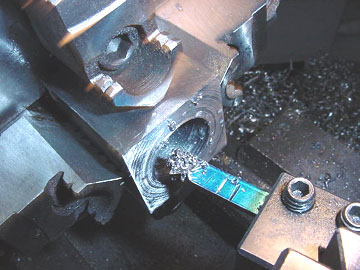
 Back in the machine lathe, I'm using
a boring bar to prepare the hole to the exact size for threading.
Back in the machine lathe, I'm using
a boring bar to prepare the hole to the exact size for threading.
 The hole at the proper diameter, I
now use a single point carbide 60 degree tool and chase the interior
threads. Maybe 20 or more passes will be required to make a clean
proper thread.
The hole at the proper diameter, I
now use a single point carbide 60 degree tool and chase the interior
threads. Maybe 20 or more passes will be required to make a clean
proper thread.
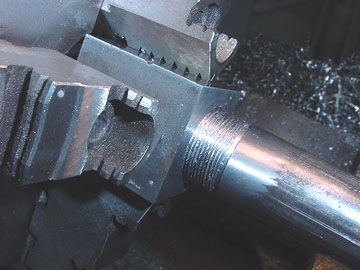 The 1" O.D. hammer tube (previously
exterior threaded in the lathe) is trail fit into the threaded
cavity.
The 1" O.D. hammer tube (previously
exterior threaded in the lathe) is trail fit into the threaded
cavity.
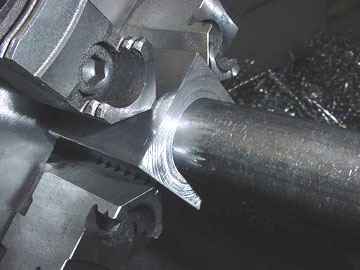 And everything precisely tuned until
perfect.
I'll show you more as I complete the
part - and show you where it goes. We will remove probably 80%
of the original billet material and weight in order to end with
the required machined solid steel part.
;?)
OK. Who says we're ready for bluing?
Page
2
And everything precisely tuned until
perfect.
I'll show you more as I complete the
part - and show you where it goes. We will remove probably 80%
of the original billet material and weight in order to end with
the required machined solid steel part.
;?)
OK. Who says we're ready for bluing?
Page
2