back to db page
Bluing ...
 YOU HAVE ENTERED A SECURE AREA!!!
WHOoooOOP, Whooooohp, WhoooOOOP!!!!
YOU HAVE ENTERED A SECURE AREA!!!
WHOoooOOP, Whooooohp, WhoooOOOP!!!!
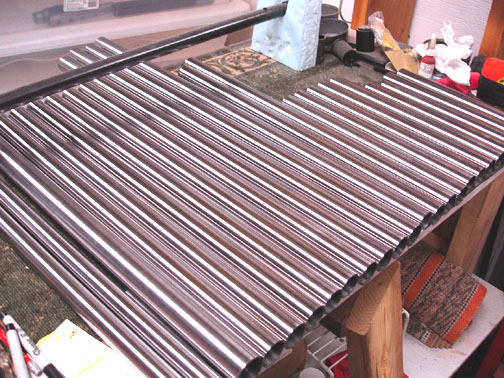 Here the tubes lay ready for the cleaning
hot bath ...
Having sanded for what seemed a lifetime
over the last couple of weeks, ;?) ... I moved on over to the
bluing shop and fired the burners late Saturday afternoon.
Here the tubes lay ready for the cleaning
hot bath ...
Having sanded for what seemed a lifetime
over the last couple of weeks, ;?) ... I moved on over to the
bluing shop and fired the burners late Saturday afternoon.
 It was about 10 degrees F here last
night. No fear - the roaring pipe burners and boiling vats kept
things "cozy" in the bluing shop.
Even with the window open (lower right)
and the exhaust hood (over my head upper left) working overtime.
It was about 10 degrees F here last
night. No fear - the roaring pipe burners and boiling vats kept
things "cozy" in the bluing shop.
Even with the window open (lower right)
and the exhaust hood (over my head upper left) working overtime.
 Yes - that is one of the several raging
infernos there at knee level under the super saturated salt vat.
Kelly came out after several hours to see if I was still alive.
She found me with my apron strings on fire and snipped them shorter
for me. Seems I'd backed into one of the other burners. heheh.
;?)
Yes - that is one of the several raging
infernos there at knee level under the super saturated salt vat.
Kelly came out after several hours to see if I was still alive.
She found me with my apron strings on fire and snipped them shorter
for me. Seems I'd backed into one of the other burners. heheh.
;?)
 Note my little "tell tales"
at the window fluttering as fresh air is sucked in, across the
work vats by the roaring exhaust fan.
The process of hot salt bluing involves
several steps. It's boiled in chemical cleaner, boiled in the
salt, and boiled in rinse baths. Then the water in the pores is
displaced by a special oil bath, and the oxide layer is left to
cure.
At room temp., water will only dissolve
so much salt into solution. Beyond that - the salt will just lay
in cake form on the bottom with a crust on top. As water heats,
it will accept more and more salt into solution. While doing so
- the boiling point of the water raises.
Note my little "tell tales"
at the window fluttering as fresh air is sucked in, across the
work vats by the roaring exhaust fan.
The process of hot salt bluing involves
several steps. It's boiled in chemical cleaner, boiled in the
salt, and boiled in rinse baths. Then the water in the pores is
displaced by a special oil bath, and the oxide layer is left to
cure.
At room temp., water will only dissolve
so much salt into solution. Beyond that - the salt will just lay
in cake form on the bottom with a crust on top. As water heats,
it will accept more and more salt into solution. While doing so
- the boiling point of the water raises.
 Here's a pic of the salt bath vat when
cold. That's a thick crust of salt on top. Under that - the fluid
is like syrup with more crust on the bottom. All this has to be
broken up before heating. When hot - it has the consistency of
water but it is a mud color so you can't see what's happening
in there.
As you know - water normally boils
at 212 degrees F at sea level. This "Super Saturated"
solution raises the boiling point up towards 300 degrees F. Now
THAT's a boiling, frothing, spitting, cauldron when in use.
As the vats boil, you must keep them
in balance while working with them. The water is always steaming
out of the solutions ... so more must be added. It must be added
very carefully - or it will instantly convert to steam and explode
back at you as soon as it hits the superheated surface.
The salt is being splashed out and
carried out on the work ... so it must be added as needed too,
or the vat will boil at too low a temp. to blue the steel. It's
all great fun.
Here's a pic of the salt bath vat when
cold. That's a thick crust of salt on top. Under that - the fluid
is like syrup with more crust on the bottom. All this has to be
broken up before heating. When hot - it has the consistency of
water but it is a mud color so you can't see what's happening
in there.
As you know - water normally boils
at 212 degrees F at sea level. This "Super Saturated"
solution raises the boiling point up towards 300 degrees F. Now
THAT's a boiling, frothing, spitting, cauldron when in use.
As the vats boil, you must keep them
in balance while working with them. The water is always steaming
out of the solutions ... so more must be added. It must be added
very carefully - or it will instantly convert to steam and explode
back at you as soon as it hits the superheated surface.
The salt is being splashed out and
carried out on the work ... so it must be added as needed too,
or the vat will boil at too low a temp. to blue the steel. It's
all great fun.
 Here, I'm inspecting the progress of
the blue. You note all that white streaking and caking all over
my apron, gloves, and face mask? That's a killer grade of salt.
So strong it will give you a heck of a chemical burn (like the
one on my neck today).
I'm covered from tip to tip in rubber
boots, neoprene apron, neoprene gloves, long sleeve shirt, long
sleeve hood tied up tight, glasses, and face shield. And I still
get burnt - yep. Just part of the soft life here at Barnes Pneumatic.
haha ;?)
Here, I'm inspecting the progress of
the blue. You note all that white streaking and caking all over
my apron, gloves, and face mask? That's a killer grade of salt.
So strong it will give you a heck of a chemical burn (like the
one on my neck today).
I'm covered from tip to tip in rubber
boots, neoprene apron, neoprene gloves, long sleeve shirt, long
sleeve hood tied up tight, glasses, and face shield. And I still
get burnt - yep. Just part of the soft life here at Barnes Pneumatic.
haha ;?)
 And there's 24 of your blued tubes
after the oil bath.
And there's 24 of your blued tubes
after the oil bath.
 Here they are after a wipe down with
paper towels.
They now get cleaned, hand rubbed,
waxed, and sorted back into their individual "Project bins".
Another glimpse into just what takes
so much time to accomplish.
Here they are after a wipe down with
paper towels.
They now get cleaned, hand rubbed,
waxed, and sorted back into their individual "Project bins".
Another glimpse into just what takes
so much time to accomplish.
 A flashback of the mill surface on
chrome moly seamless steel tubing as it comes off the truck ...
A flashback of the mill surface on
chrome moly seamless steel tubing as it comes off the truck ...